T-001 Schlüsselkassette für das Chiffrierverfahren DIAMANT, s. a. T-045 T-002 Abspuler für 5 bis 8 Kanal Lochstreifen, ähnlichdaroAbspuler. T-003 Kartonage / Pappkarton für VS, bestehend aus Vulkan-Fiber. T-010 T-015 Geräte der Schlüsselmittelproduktion. Der Zählung von Bigrammen in den Bereichen der Kryptographie und -analyse. T-027 Die T-027 war ein Wortzählgerät für die Überprüfung der Zwischenfolgen die in der T-310 erzeugt werden. Es wurde auch zur Zählung von Bigrammen in den Bereichen der Krypto- graphie und -analyse verwendet.
T-031 Die T-031 gehörte zum ProjektPROGRESSdas die T-310 simulierte. Die T-027 und die T-031 ersetzen ein ESER ES-1040 Programm und verkürzte die Rechenzeit enorm. Der ESER Rechner benötigte für die Berechnung 5850 Stunden, währendPROGRESSdafür nur 175 Stunden benötigte.
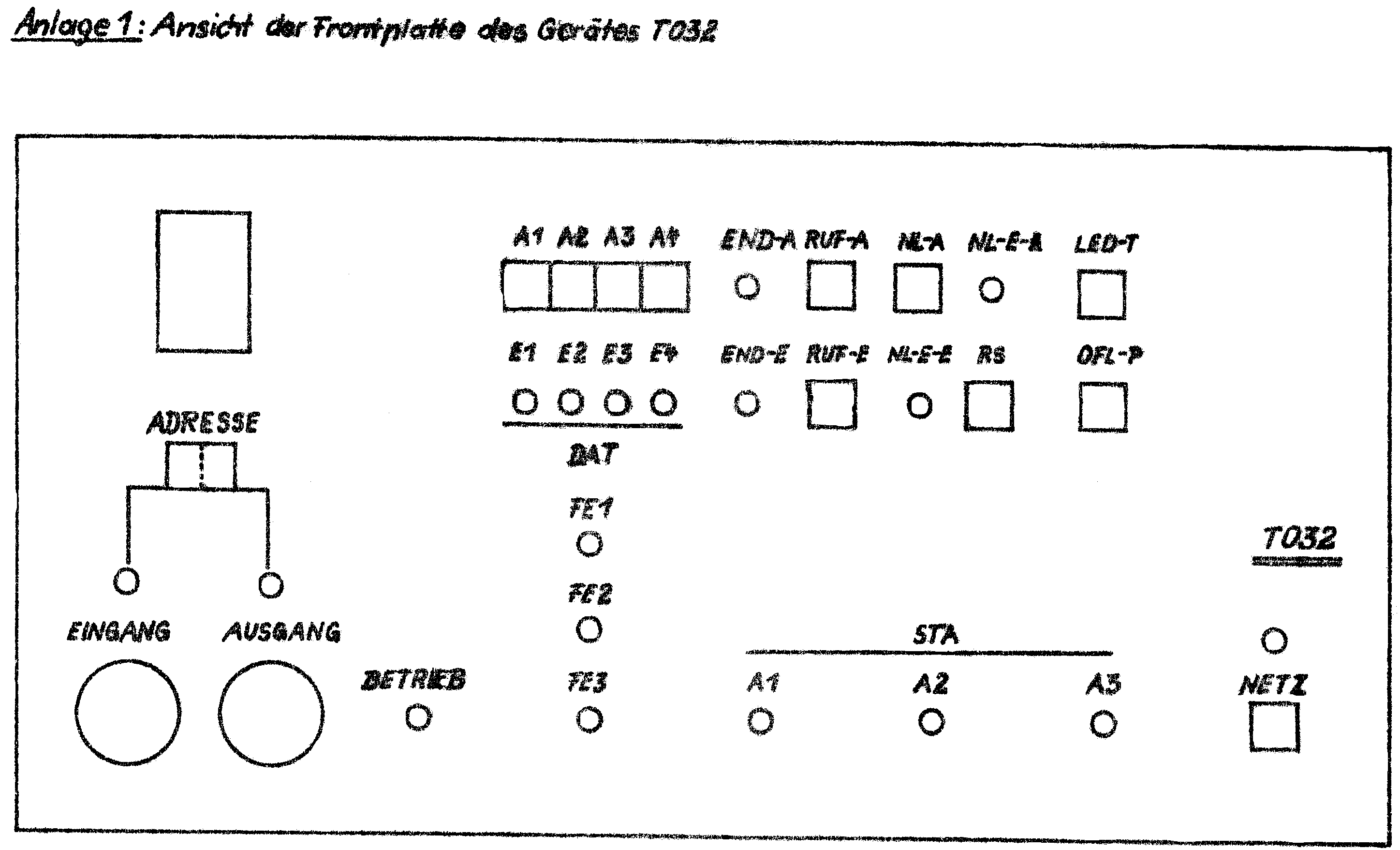
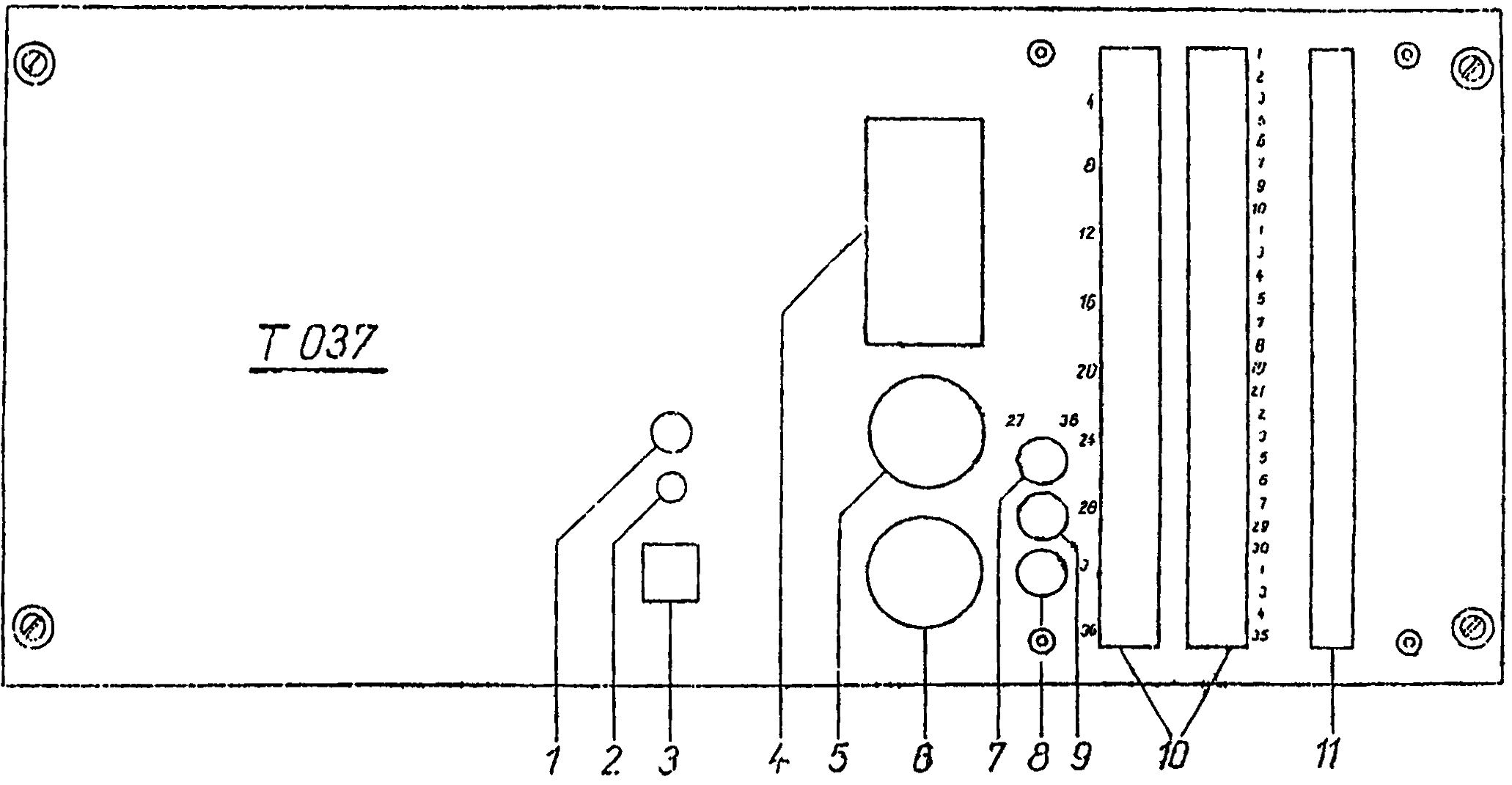
T-032, T-037 Die T-032 wurde entwickelt für das Projekt:PROGRESS-2,PROGRESS-2Pund die T-037 für das Projekt:PROGRESS-3, das die Qualität der Komplizierungseinheit und der Überprüfung neuberechneter Langzeitschüssel für die SKS V/1 und T-310. In der T-037 wurde mittels einem Fortran Programm die Prüf-, Zähl- und Vergleichsfunktionen realisiert. Die Aufzeichnungen der Klar- und chiffrierten Informationen wurden auf Daten- bänder für weitere Untersuchen abgespeichert. Arbeitstitel war:Imprimitivitätssysteme von Permutationsgruppen.PROGRESS-2wurde ab 1980 zur Überprüfung der Langzeit- und Zeitschlüssel, für die SKS V/1 und T-310/50, betrieben. An der T-032 und der T-037 war zur Eingabe und Ausgabe ein R-4000 Rechner angeschlossen. Der Komplex aus R-4000 und T-037 simulierte die T-310- und SKS-Varianten. Die Geräte T-032 und T-037 durften nur und ausschließlich im MfS Abt. XI betrieben werden. Der Betrieb der Geräte T-027 bis T-037 wurde zum 31.01.1989 eingestellt. Es wurden keine weiteren Langzeitschlüssel erstellt und geprüft.
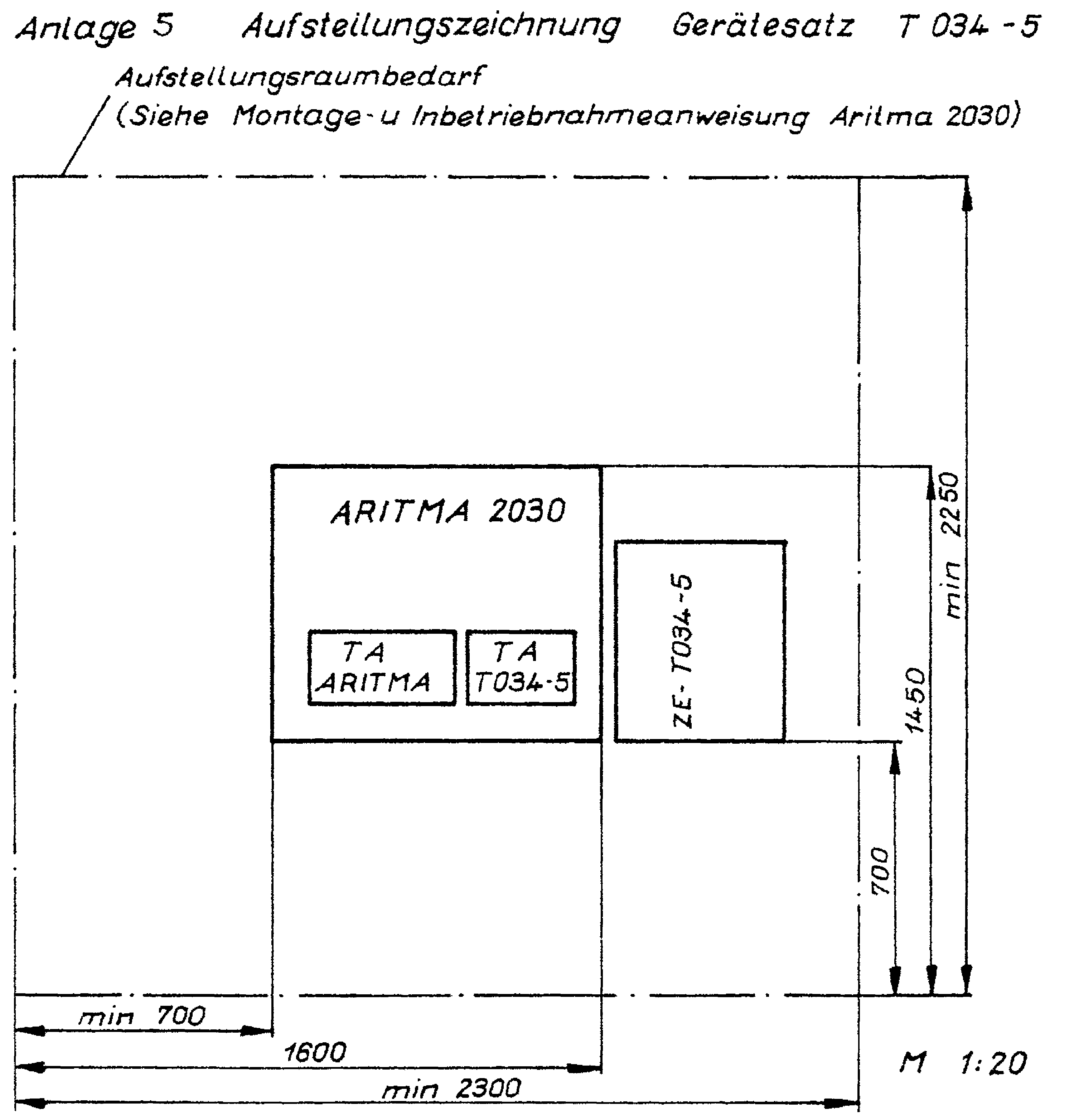
Die T-034 ist ein Gerät zur Schlüsselmittelproduktion. Auf diesem Gerät wurden die Schlüsselmittel für die Chiffriergeräte SKS V/1, SKS V/2, T-310/50 und T-310/51 sowie Schlüssellochstreifen 5 und 8 Kanallochstreifen hergestellt. Die Schlüssellochstreifen wurden entweder mit einer Einfach- oder Doppelbandstanzeinheit ausgeliefert. Je nach zu verwendenden Schlüsselmittelproduktion und -prüfung gab es 4 Typen die T-034-1, T-034-2, T-034-3 und T-034-5. Die T-034-3 diente der Herstellung von Schlüssellochstreifen und der Kontrolle der erstellten Schlüssel entsprechend den Forderungen an ihrer kryptologischen Qualität. Die T-034-5 diente der Herstellung von Schlüssellochkarten und der Kontrolle der erstellten Schlüssel entsprechend den Forderungen an ihrer kryptologischen Qualität. Das Gerät wurde in der DDR und der CSSR verwendet.
Abteilung XI/1 Berlin, 6. 6. 1984
Referat 13
Vetrauliche Verschlußsache
VVS-o020
MfS-Nr. XI/405/84
05. Ausf. Bl./S. 01 bis 18
B e d i e n u n g s a n l e i t u n g
für die Gerätesätze T 034-1 und T 034-2 zur Herstellung von
Mitteln für Datenträger Blatt
und Blatt identisch Loch-
streifen
sowie zur Herstellung von Testlochstreifen des
Zufallsgenerators
Stand 4/84
Diese Bedienungsanleitung gilt auf der Grundlage der
erfolgten Freigabe der Gerätesätze T 034-1 und T 034-2
mit der Programmversion S 020
Inhalt
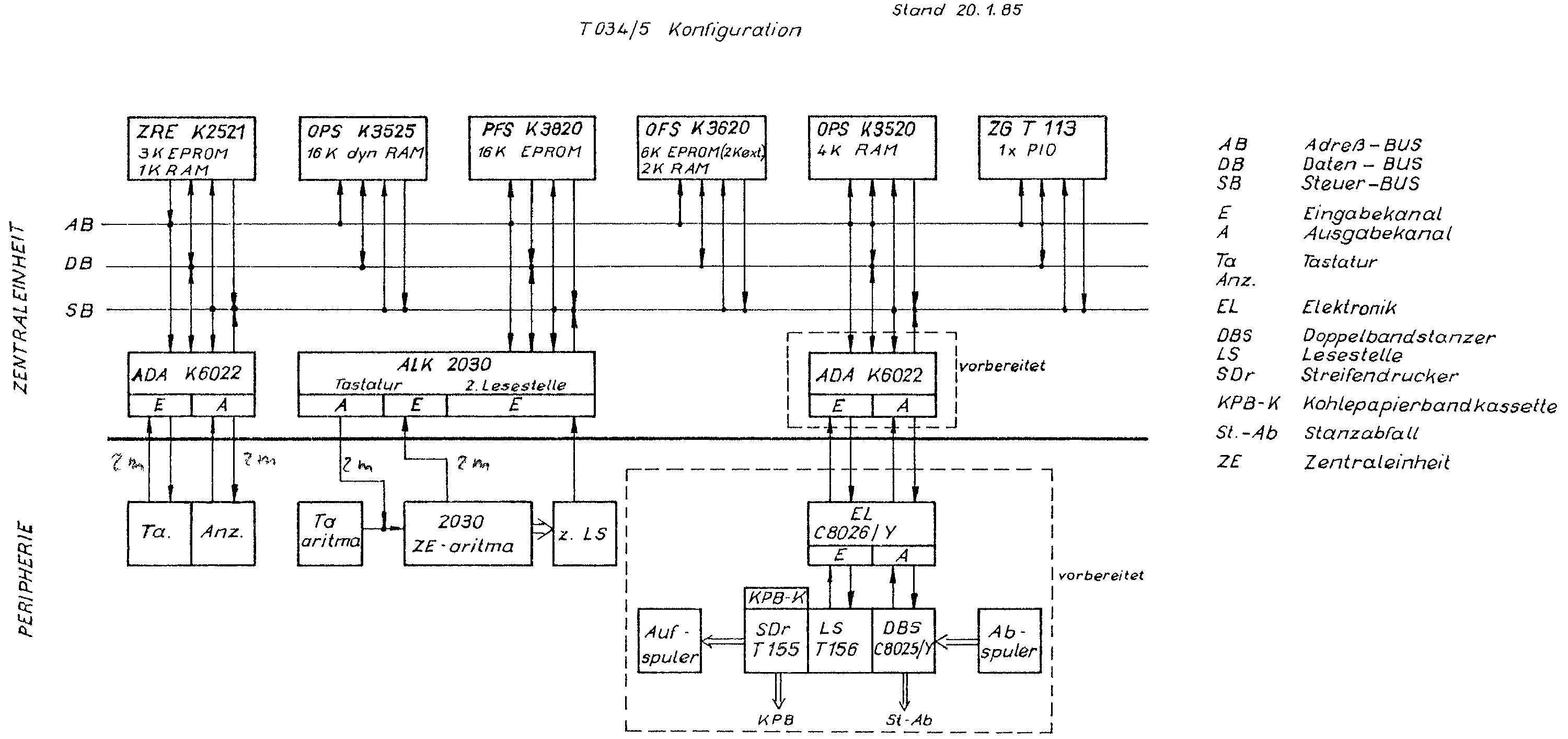
1. Beschreibung der Konfiguration T 034-1
2. Beschreibung der Konfiguration T 034-2
3. Inbetriebnahme der Bedienhandlungen
4. Ablauf der Bedienhandlungen bei Parametereingabe
5. Herstellen von Testlochstreifen
6. Betrieb
7. Abschalten der Gerätesätze
8. Reaktion des Bedieners bei auftretenden Fehlern
1. Beschreibung der Konfiguration T 034-1
Die Konfiguration beseht aus folgenden Komponenten:
- Zentraleinheit (ZE)
mit Taste für Netzspannungszuführung
mit Betriebsstundenzähler und Spannungsanzeigen
sowie Steckdosen für die Netzspannungsversorgung der
Peripherie und den Informationsaus- und -eingängen der
Peripherie
- Tastatur
mit Tastenfeld und Anzeige
- Seriendrucker r 1152
- 2 Doppelbandstanzer C8025/y mit der Elektronik C8026/y,
der Lesestelle T 156, dem Streifendrucker T 155 sowie dem
Ab- und Aufspuler.
Vor Inbetriebnahme des Gerätesatzes ist die richtige Zusammen-
schaltung der der Peripherie mit der Zentraleinheit zu über-
prüfen.
Die Beschriftung der Kabelverbinder muß bei richtigem
Anschluß der Peripherie mit der Beschriftung auf der
Gehäuserückwand übereinstimmen.
Beim Vorliegen folgender Steckverbindungen ist die Konfigu-
ration vollständig:
1. ST mit Steckverbinder der Tastatur
2. TA mit Steckverbinder der Tastatur
3. TE mit Steckverbinder der Tastatur
4. STANZ-1A mit Steckverbinder des Stanzers 1 (Elektronik)
5. STANZ-1E mit Steckverbinder des Stanzers 1 (Elektronik)
6. STANZ-ZA mit Steckverbinder des Stanzers 2 (Elektronik)
7. STANZ-ZE mit Steckverbinder des Stanzers 2 (Elektronik)
8. SD-A mit ADP (oben)
9. ADP (unten) mit Steckverbinder des Seriendruckers
11. Netzeinspeisung über Kaltgerätestecker
2. Beschreibung der Konfiguration T 034-2
- Zentraleinheit (ZE)
mit Taste für Netzspannungszuführung
mit Betriebsstundenzähler und Spannungsanzeigen
sowie Steckdosen für die Netzspannungsversorgung der
Peripherie und den Informationsaus- und -eingängen der
Peripherie
- Tastatur
mit Tastenfeld und Anzeige
- Seriendrucker r 1152
- 4 Doppelbandstanzer C8025/y mit der Elektronik C8026/y,
der Lesestelle T 156, dem Streifendrucker T 155 sowie dem
Ab- und Aufspuler.
Vor Inbetriebnahme des Gerätesatzes ist die richtige
Zusammenschaltung der der Peripherie mit der Zentraleinheit
zu überprüfen.
Die Beschriftung der Kabelverbinder muß bei richtigem
Anschluß der Peripherie mit der Beschriftung auf der
Gehäuserückwand übereinstimmen.
Beim Vorliegen folgender Steckverbindungen ist die Konfigu-
ration vollständig:
1. ST mit Steckverbinder der Tastatur
2. TA mit Steckverbinder der Tastatur
3. TE mit Steckverbinder der Tastatur
4. STANZ-1A mit Steckverbinder des Stanzers 1 (Elektronik)
5. STANZ-1E mit Steckverbinder des Stanzers 1 (Elektronik)
6. STANZ-2A mit Steckverbinder des Stanzers 2 (Elektronik)
7. STANZ-2E mit Steckverbinder des Stanzers 2 (Elektronik)
8. STANZ-3E mit Steckverbinder des Stanzers 3 (Elektronik)
9. STANZ-3A mit Steckverbinder des Stanzers 3 (Elektronik)
10. STANZ-4A mit Steckverbinder des Stanzers 4 (Elektronik)
11. SD-A mit ADP (oben)
13. ADP (unten) mit Steckverbinder des Seriendruckers
14. SD mit Netzversorgung des Seriendruckers
15. Netzeinspeisung über Kaltgerätestecker
3. Inbetriebnahme der Gerätesätze
Nach dem betätigen des Schalters für die Netzspannungszuführung
an der Zentraleinheit können die Gerätesätze durch Drücken der
Taste "NE" auf der Tastatur eingeschaltet werden. Auf der
Anzeige erscheint E0. Anschließend ist die Peripherie einzu-
schalten.
Für die Doppelbandstanzerkonfiguration (max. 2 für T 034-1,
4 für T 034-2) ergibt sich damit folgende Einschaltreihenfolge:
1. Netz-Taste an der ZE einrasten
2. Taste NE auf der Tastatur drücken
3. Netzschalter (einzeln/gemeinsam) für DBS-Konfiguration
einschalten.
4. Ta-NEIN (grün) für Motor-EIN an den gewünschten DBS
eintasten.
4. Ablauf der Bedienhandlungen bei Parametereingabe
Der Bediener wird durch die Anzeige bei der Parametereingabe
geführt, das heißt, die Anzeige schreibt vor, welche Eingabe
zu erfolgen hat.
Dabei ist "E" die Bezeichnung für Eingabeparameter und:
0 - der Mitteltyp (Eingabe maximal 5-stellig)
1 - die zugehörige Startadresse
Eingabe 4stellig bei hexadezimaler Angabe
Eingabe 6stellig bei dezimaler Angabe
Die als Antwort auf E0 und E1 einzugebenden Werte sind
den EPROM-Kassetten für die entsprechenden Mitteltypen
zu entnehmen.
2 - Seriennummer (Eingabe 6stellig)
Bei einer bis zu 5 Stellen umfassenden Eingabe erfolgt
deren Ausdruck, weitere mittelspezifische Ausdrucke wie
z. B. Tabellennummer werden unterdrückt (Produktion von
Blankoserien)
3 - Numerierung der ersten herzustellenden Produktionseinheit
4 - Numerierung der letzten herzustellenden Produktionseinheit
Die Numerierung der Produktionseinheiten beginnt mit 1
fortlaufend. Im allgemeinen entspricht eine Produktions-
einheit einem Blatt auf dem Seriendrucker und den zuge-
hörigen Informationen auf Lochband. Die Größe der Pro-
duktionseinheiten ist mittelspezifisch festgelegt.
5 - Wiederholungsfaktor für die Anzahl der Serien mit fort-
laufenden Seriennummern, die hintereinander ohne Ende-
meldung produziert werden.
Eingabe ≤ 99
6 - Auswahl der DBS für die Produktion durch Eingabe ihrer
Gerätenummern in der Reihenfolge hintereinander, in der
die DBS verwendet werden.
T 034-1 Gerätenummern 0 und 1
z. B. Eingabe 01 bei einem Wiederholungsfaktor
größer 1 erfolgt jeweils nach Serienende das
Umschalten von einem DBS auf den anderen be-
ginnend mit dem zuerst eingegebenen Gerät
T 034-2 Gerätenummern 0, 1, 2 und 3
z. B. Eingabe 12, wenn die T 034-2 als T 034-1
arbeiten soll
7 - 9 Eingaben habe keine Bedeutung
Für die Parametereingabe sind die Tasten des Numerikfeldes
zu verwenden. Nachdem der entsprechende Parameter eingegeben
und im Anzeigefeld linksbündig angezeigt ist, wird die Taste
"|" gedrückt. Der Parameter ist damit gültig gemacht und
durch die Anzeige wird der nächste Parameter gefordert.
Bei der Mittelherstellung sind grundsätzlich alle Parameter
1 bis 6 einzugeben. Die Parametereingabe wird mit dem Drücken
der Taste "START" abgeschlossen.
Es existieren bei der Parametereingabe folgende Korrektur-
möglichkeiten:
- bei noch nicht erfolgtem Gültigmachen des eingegebenen
Wertes durch Drücken der Taste "LE" und der anschließenden
Neueingabe des Wertes,
- nach bereits erfolgten Gültigmachen des eingegebenen
Parameters durch Drücken der Taste "LÖ" und der an-
schließenden Neueingabe aller Eingabeparameter.
5. Herstellen von Testlochstreifen des Zufallsgenerators
Die Bedienerführung erfolgt analog der Mittelproduktion.
0: Eingabe 001 als Programme
1: 6900 oder 105 000 (Startadresse ist 6900)
2: Anzahl der Bytes auf dem Lochstreifen
Eingabe zwischen 1 und 65535
Standard 40 000
3: Auswahl über Arbeitsweise des Zufallsgenerators
Eingabe 0 Bytes ohne VK bereitstellen
1 '' mit '' ''
Standard: ohne VK (Verknüpfungsschaltung)
4: Auswahl Art des Lochbandes
Eingabe 5: 5-Kanal-Zufallstext
8: 8-Kanal-Zufallstext
Standard: 8-Kanal
5: Auswahl der DBS für die Produktion durch Angabe seiner
Gerätenummer
Eingabe für T 034-1: 0 oder 1
T 034-2: 0, 1, 2 oder 3
Standard: 0
Bemerkung: Das Stanzen des Generatortestlochstreifens erfolgt
mit Kontrollesen.
6. Betrieb
Nach dem Drücken der Taste "START" leuchtet die Lampe in der
START-Taste. Mit dem Arbeitsbeginn der Peripherie verlischt
die Lampe.
Mittelproduktion
Ist ein Produktionsabschnitt produziert, melden sich das Gerät
mit der nächsten zu produzierenden Seriennummer auf der Anzeige.
Durch erneutes Betätigen der Taste "START" wird der Produktions-
abschnitt ab angezeigter Seriennummer produziert, wobei die
zuletzt eingegebenen Parameter für die erste und letzte zu pro-
duzierende Produktionseinheit sowie der Wiederholungsfaktor und
die Geräteauswahl ihre Gültigkeit behalten. Dabei ist zu beachten,
daß die Seriennummern für die nächste produzierende Serie
mittelspezifisch sind. Zum Beispiel beim Typ 350 werden jeweils
2 Tabellen mit den selben Tabellennummern, aber den Serien-
nummern i und i + 1 gleichzeitig produziert. Beim Wiederholungs-
faktor 1 würde die Anzeige i + 2 für den nächsten Produktions-
abschnitt erfolgen.
Wird ein Wiederholungsfaktor größer 1 gewählt, so werden
mehrere Produktionsabschnitte (i. a. Serien) hintereinander
ohne Zwischenanzeige des Endes der jeweiligen Produktionsab-
schnitte hergestellt. Nach Abarbeitung des Wiederholungsfaktors
erscheint die Nummer für die nächste zu produzierende Serie auf
der Anzeige.
Während des Betriebes sind die Tasten auf der Tastatur,
ausgenommen "NE", "NA", "RESET", unwirksam. Durch Drücken der
Taste "STOPP" kann die Anlage in den Halt-Zustand versetzt
werden und es besteht die Möglichkeit, durch Drücken der Tasten
"LD" bei Abbruch bzw. "START" bei Weiterarbeit, zu reagieren.
Das Drücken der Taste "RE" bewirkt eine Wiederholung des
zuletzt fertiggestellten Produktionsabschnittes auf allen
Peripheriegeräten entsprechend der Mittelstruktur mit neuem
Zufallstext. Dabei wird der Vorspann mit wiederholt.
7. Abschalten der Gerätesätze
Nach Beendigung der Arbeit am Gerätesatz sind die Netzschalter
an der Peripherie auszuschalten.
Durch zweimaliges betätigen der Taste "NE" auf der Tastatur
im Abstand von 1 bis 2 Sekunden wird die Zentraleinheit ab-
geschaltet.
Als letztes wird die Netzspannungszuführung zur Zentralein-
heit durch den Schalter an der Frontseite unterbrochen.
Für die Doppelbandstanzerkonfiguration ergibt sich damit
folgende Ausschaltreihenfolge:
1. Taste "grün" am DBS ausrasten (220 V für DBS Motor
ausgeschaltet)
2. Netzschalter (alle einzeln/gemeinsam) für DBS-Konfigu-
rationen ausschalten)
3. 2 x Taste "NA" auf der Tastatur drücken
4. Netz-Taste an der ZE ausrasten.
8. Reaktion des Bedieners bei auftretenden Fehlern
(Liste der Fehleranzeige am Gerätesatz T 034-1 und T 034-2)
| Anzeige | Bemerkung | Handlung | Reaktion |
|---|---|---|---|
| Zufallsgenerator T 113 | |||
| 01.00.01 | Kontrolle | - Taste LÖ | E0 |
| - bei mehrfachem Auftreten: | |||
| Information an Abt. XI/1 | |||
| 01.00.02 | Schaltung 1 | - bei Mittel wie 01.00.01 | |
| - bei Testlochstreifen | START-fehlerhaft bereitgestellter | ||
| Taste LÖ oder START | Block vom ZG wird trotzdem ausgestanzt | ||
| 01.00.04 | Schaltung 2 | - bei Mittel wie 01.00.01 | |
| - bei Testlochstreifen | |||
| Taste LÖ oder START | LÖ : E0 | ||
| 01.00.08 | Zeitfehler | - wie 01.00.01 | |
| Seriendrucker r 1152 | |||
| 02.00.20 | Befehlsausführung | - Taste RE oder LÖ | RE: Wiederholung des Druckes |
| blockiert | der letzten Seite | ||
| 02.00.30 | Havarie | wie 02.00.20 | |
| 02.00.60 | Papierende | wie 02.00.20 | |
| 02.00.70 | Farbbandende | wie 02.00.20 | |
| 02.00.08 | Zeitfehler | wie 02.00.20 | |
| 02.00.0F | RAM-Überwachung für SD | wie 02.00.20 | |
| 02.00.FB | können durch zufällige | wie 02.00.20 | |
| 02.00.FC | Veränderungen | wie 02.00.20 | |
| 02.00.FD | im RAM oder im | wie 02.00.20 | |
| 02.00.FE | Zusammenhang mit | wie 02.00.20 | |
| 02.00.FF | Zeitfehler entstehen | wie 02.00.20 | |
| Bei allen Fehlern setzen die Lochbandstanzer ihre Arbeit normal fort. | |||
| Lochbandperipherie (Stanzer) | |||
| 03.XX.08 | Zeitfehler | Taste RE oder LÖ | LÖ : E0 |
| (07.XX.08) | Zeitfehler | RE: Wiederholung der letzten Produktionseinheit bei Mitteln und des letzten Aus- gabesatzes bei Testloch- streifen | |
| XX: Gerätenummer, auf die sich der Fehler bezieht | |||
| (00 … 03) | |||
| AA bei falsche Eingabe für Parameter E6 bei Mitteln | |||
| 03.XX.40 | Bandriß bzw. kein | wie 03.XX.08 | |
| Transport | |||
| (07. …) Fehlermeldung erscheint wenn Fehler an den Übergängen zwischen zwei Produktionseinheiten auftritt | |||
| RE: Neubeginn der Produktion ab der letzten fertiggestellten Produktionseinheit auf allen Geräten entsprechend der Mittelstruktur Vorspann, falls in der Mittel- struktur definiert, wird wiederholt, Wiederholung des vorangegange- nen vollständigen Ausgabesatzes bei Testlochstreifen des ZG | |||
| 03.XX.0F | RAM-Überwachung für DBS | wie 03.XX.08 | |
| 03.XX.FB | können durch zufällige | wie 03.XX.08 | |
| 03.XX.FC | Veränderungen | wie 03.XX.08 | |
| 03.XX.FD | im RAM oder im Zusammen- | wie 03.XX.08 | |
| 03.XX.FE | hang mit | wie 03.XX.08 | |
| 03.XX.FF | Zeitfehler entstehen | wie 03.XX.08 | |
| Lochbandperipherie (Drucker) | |||
| 04.XX.08 | Zeitfehler | Taste RE oder LÖ | LÖ: E0 RE: Wiederholung der letzten Produktionseinheit bei Mitteln |
| XX: Gerätenummer, auf die sich der Fehler bezieht | |||
| (00 … 03) | |||
| 04.XX.20 | nicht erfolgter bzw. fehlerhafter Aufdruck | wie 04.XX.08 oder START | START: fehlerhafter Aufdruck wird ignoriert |
| 04.XX.40 | nicht erfolgter Kohle- bandtransport | wie 04.XX.08 | |
| 04.XX.0F | können durch | wie 04.XX.08 | |
| 04.XX.FB | zufällige Veränderungen | wie 04.XX.08 | |
| 04.XX.FC | im RAM | wie 04.XX.08 | |
| 04.XX.FD | oder im Zusammenhang | wie 04.XX.08 | |
| 04.XX.FE | mit Zeitfehler | wie 04.XX.08 | |
| 04.XX.FF | entstehen | wie 04.XX.08 | |
| Lochbandperipherie (Leser) | |||
| 05.XX.08 | Zeitfehler | Taste RE oder LÖ | LÖ: E0 RE: Wiederholung der letzten |
| (08.XX.08) | Produktionseinheit bei Mitteln | ||
| 05.XX.FB | zufällige Veränderungen | wie 05.XX.08 | und des letzten Ausgabesatzes |
| 05.XX.FC | im RAM | wie 05.XX.08 | bei Testlochstreifens des Zu- |
| 05.XX.FD | oder im Zusammenhang | wie 05.XX.08 | fallsgenerators |
| 05.XX.FE | mit Zeitfehler | wie 05.XX.08 | XX: Gerätenummern auf die sich der |
| 05.XX.FF | entstehen | wie 05.XX.08 | Fehler bezieht |
| (00 … 03) | |||
| (08.XX.08): Fehlermeldung erscheint, wenn Fehler an den Übergängen zwischen zwei | |||
| Produktionseinheiten auftritt | RE: Neubeginn der Produktion ab der letzten fertiggestellten Produktionseinheit auf allen Geräten entsprechend der Mittelstruktur Vorspann, falls in der Mittel- struktur definiert, wird wiederholt, Wiederholung des vorangegangene- nen vollständigen Ausgabe- satzes bei Testlochstreifen des Zufallsgenerators | ||
| 06.XX.YY | Fehler beim byteweisen | Taste LÖ oder RE | LÖ: E0 |
| (09.XX.YY) | Vergleich zwischen | RE: Wiederholung der zuletzt | |
| gestanztem und kontroll- gelesenem Text | begonnenen Produktionseinheiten auf dem DBS SD setzt dabei normal die Mittelproduktion fort Wiederholung des letzten Ausgabesatzes bei Testloch- streifen des Zufallsgenera- tors | ||
| XX: Gerätenummer, auf die sich der Fehler bezieht (00 … 03) | |||
| YY: Vergleichsergebnis, bei dem alle ungleichen Bits mit 1 belegt werden (z. B. Bit auf Datenspur 6 ist ungleich | |||
| Y Y = = 2 0 = = 0010 0000) 8765 4321 | |||
| Datenspur | |||
| RE: Neubeginn der Produktion ab der zuletzt fertiggestellten Produktionseinheit auf allen Geräten entsprechend der Mittelstruktur Wiederholungen des vorange- gangenen vollständigen Aus- gabesatzes bei Testloch- streifen des Zufallsgenera- tors | |||
| (09.XX.YY): Fehlermeldung erscheint, wenn Fehler an den Übergängen zwischen zwei Produktionseinheiten auftritt | |||
| Lochbandperipherie (Abspuler) | |||
| 0A.XX.10 | Bandendevorwarnung | Taste LÖ, RE oder START | LÖ E0 RE: Normale Fortsetzung der Produktion START: wie RE |
| 10.00.01 | Fehler während | Taste RE oder LÖ | LÖ: E0 |
| - bei mehrfachem Auftreten: | RE: Produktion einschließlich der | ||
| Information Abt. XI/1 | zuletzt produzierten Produk- | ||
| 10.00.02 | Überwachung | wie 10.00.01 | tionseinheiten wird mit neuem |
| 10.00.03 | Zufallstext | wie 10.00.01 | Zufallstext auf allen Geräten fortgesetzt |
| 10.00.04 | im RAM | - Taste LÖ - bei mehrfachem Auftreten: Information an Abt. XI/1 | |
| 10.00.11 | Überschreitung der Speichergröße des RAM | wie 10.00.01 | |
| 10.00.12 | Fehler Strukturprogramm | wie 10.00.01 | |
| 11.00.XY | RAM | -Taste LÖ und 5fache Wieder- holung ab Anzeige E0 | XY: höherwertiger Teil der Adresse der fehlerbehafteten Speicherzelle |
| - bei nochmaligem Fehler: Information an Abt. XI/1 und Stopp der Produktion | |||
| 12.00.XY | EPROM | -Taste LÖ und einfache Wieder- holung ab Anzeige E0 | XY: höherwertige Teil der Anfangsadresse des fehler- haften EPROM |
| -bei mehrfachem Auftreten: Information an Abt. XI/1 | bei "Struktur" kann die Anfangsadresse des 1. EPROM erscheinen, obwohl die 2. EPROM-Kassette fehlerhaft ist | ||
| Franz / Schlauß Hauptmann / Hauptmann |
|||
Die T-155 bildet die Zufallsfolgen für die T-034/5. Mit dem Drucker T-101 wurden die Lochkarten bedruckt. Ein Auszug aus einer Kurzbeschreibung der Anlagenprozedur zur Erstellung von Schlüssellochkarten:
Eigentest-Beginndes T-034
NMIdrücken
E 0Programm 821 eingeben:
vdrücken
vdrücken
vdrücken
vdrücken
vdrücken
vdrücken
Prüf- oder Kontroll LKvon Aritma vor die zwei
Startdrücken
Startdrücken --> zweites Exemplar läuft durch.
Das Gerät T-035 Basis-1 dient der Überprüfung moderner Chiffrier- verfahren wie T-310, T-311 oder T-316.
Das Gerät T-036 dient der Analyse der empfangenen Synchronsignale und die Prüfung der Schlüsseleinstellung.
Das Gerät T-038 ist ein Schnittstellenadapter der zwischen einem Gerät X und dem Robotrondrucker r 1152 geschalten wird.
Die T-042 ist ein Prüfgerät für die Schnittstellen- adapter T-309 und T-319